Типовая техкарта на усиление жб балок предварительно напряженными тяжами
 Монтаж строительных конструкций
Монтаж строительных конструкций
6307030153
41153
УСИЛЕНИЕ ЖЕЛЕЗОБЕТОННЫХ БАЛОК ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫМИ ТЯЖАМИ
Москва-1990
Карта рекомендована для применения при реконструкции и ремонте многоэтажных промышленных и прочих зданий с железобетонным каркасом.
При привязке технологической карты к реальным объектам и условиям производства работ необходимо выполнить пересчет объемов работ, калькуляций затрат труда и заработной платы, графиков производства работ, материально-технических и конечных технико-экономических факторов на основании фасетного классификатора факторов.
Содержание
| 1. ОБЛАСТЬ ПРИМЕНЕНИЯ 2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ 3. ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ 4. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ НА ОДНО УСИЛЕНИЕ |
|
РАЗРАБОТАНА ГПКИ «Тульский Промстройпроект» Минсеввзапстроя РСФСР Главный инженер института М.М. Пантелеев Начальник отдела В.Н. Краюшкин Главный инженер проекта С.Г. Егоров |
|
СОГЛАСОВАНО Управление механизации и технологии Письмо от 13.02.90 г. № 12-38 Введена в действие с 1.03.1990 г. |
1.1. Данная типовая технологическая карта разработана на процесс усиления железобетонных балок и ригелей установкой металлических предварительно напряженных тяжей.
1.2. Карта рекомендована для применения при реконструкции и ремонте многоэтажных промышленных и прочих зданий с железобетонным каркасом.
1.3. При привязке технологической карты к реальным объектам и условиям производства работ необходимо выполнить пересчет объемов работ, калькуляций затрат труда и заработной платы, графиков производства работ, материально-технических и конечных технико-экономических факторов на основании фасетного классификатора факторов.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
2.1. До начала производства работ по усилению конструкций, в зависимости от конкретных условий необходимо:
проанализировать влияние стесненности фронта работ от технологического оборудования на условия производства работ;
увязать график выполнения работ с технологическим режимом действующего производства;
выполнить необходимое разгружение конструкций;
произвести необходимый демонтаж оборудования и инженерных сетей или их вынос;
осуществить комплекс дополнительных мероприятий по обеспечению безопасного выполнения работ в условиях действующего производства и по защите технологического оборудования, инженерных сетей, материалов и готовой продукции от возможного повреждения или загрязнения в ходе проведения работ.
2.2. Проектные решения усиления конструкций предварительно
напряженными тяжами можно представить следующей конструктивной схемой (рис.1).
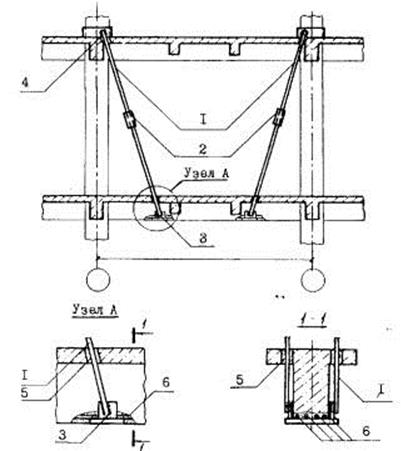
Рис. 1
1 — тяжи; 2 — стяжная муфта; 3 — нижний опорный узел; 4 — верхний опорный узел; 5 — заделка отверстий; 6 — существующая арматура
Тяжи, как правило, изготавливают из двух кусков круглой стали. Напряжения в тяжах создают с помощью стяжных муфт. Для этого на смежных концах частей тяжа и в муфте нарезают соответственно правую и левую резьбу. При вращении муфты происходит стягивание частей тяжа, что и приводит к появлению в нем предварительного напряжения.
Анкерные узлы представляют собой хомуты, схватывающие опорные (колонны) и усиливаемые (ригели) конструкции. Соединение тяжей с анкерами может быть выполнено сварным или болтовым.
Настоящей картой принята следующая технологическая последовательность производства работ:
пробивка (сверление) отверстий для пропуска тяжей;
пробивка штраб в ригелях;
монтаж опорных анкеров;
монтаж тяжей;
закрепление тяжей;
натяжение тяжей с помощью стяжных муфт; заделка отверстий и штраб.
Выполнение отверстий для пропуска тяжей рекомендовано производить электроперфораторами или отбойными молотками. Штрабы на нижней поверхности ригелей с оголением арматуры пробивают с помощью отбойных молотков или бетоноломов, а при небольших объемах работ — вручную.
Монтируют опорные анкеры на ригели с лесов или передвижных подмостей, а обоймы на колоннах — с нижележащего перекрытия. Анкеры крепят сваркой к оголенной арматуре ригеля. Тяжи в собранном виде заводят в отверстия в перекрытии и крепят к анкерным узлам сверху и снизу. После этого производят натяжение тяжей с помощью стяжных муфт. Отверстия и борозды заделывают цементным раствором.
Схема монтажа усиливающих конструкций дана на рис. 2.
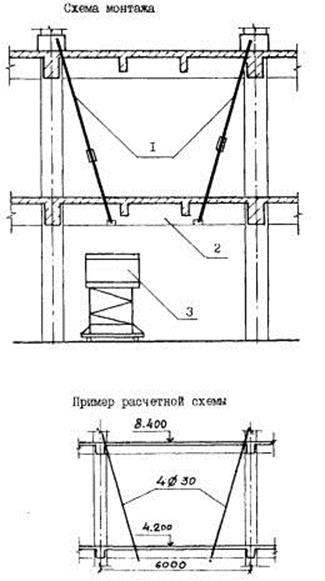
Рис. 2
1 — тяжи; 2 — усиливаемая балка; 3 — катучие подмости
3. ТРЕБОВАНИЯ К КАЧЕСТВУ И ПРИЕМКЕ РАБОТ
Таблица 1
|
Наименование процессов, подлежащих контролю |
Предмет контроля |
Инструмент и способ контроля |
Время контроля |
Ответственный контролер |
Технические критерии оценки качества |
|
Обработка мест установки опорных анкеров |
Очистка опорных поверхностей, удаление защитного слоя бетона |
Визуально |
До установки |
Мастер, прораб |
Отсутствие на бетонной поверхности неровностей и наплывов бетона, тщательность очистки арматуры |
|
Разметка отверстий |
Соответствие разбивки проектным размерам |
Стальной метр, инструментально |
До пробивки отверстий |
Мастер, прораб |
Отклонение от проектных размеров ±5 мм |
|
Установка обойм и опорных анкеров |
Правильность установки опорных анкеров относительно проектных размеров |
Стальной метр, инструментально |
До монтажа тяжей |
Мастер, прораб |
Отклонения от проектных размеров ±5 мм |
|
Монтаж тяжей |
Правильность установки тяжей относительно проектных размеров |
Стальной метр |
До натяжения тяж ей |
Мастер, прораб |
Отклонение угла наклона оси тяжа к горизонту от проектного 1° |
|
Качество сварных швов |
Высота шва, провар металла |
Визуально, инструментально, стальной метр |
Перед натяжением тяжа |
Мастер, прораб |
Приемка по ГОСТ 10922-75 и ГОСТ 6996-66* |
|
Предварительное натяжение тяжей |
Контроль усилия в тяжах |
Инструментально, динамометрический ключ, аналитически |
В процессе натяжения |
Мастер, прораб, бригадир |
100%-ный контроль, момент закручивания муфт должен не превышать расчетный более чем на 20% |
|
Заделка отверстий и борозд |
Качество раствора, тщательность заполнения пустот |
Визуально, инструментально |
В процессе работы |
Мастер, лаборатория |
Приемка согласно СНиП 3.03.01-87, раздел 2 |
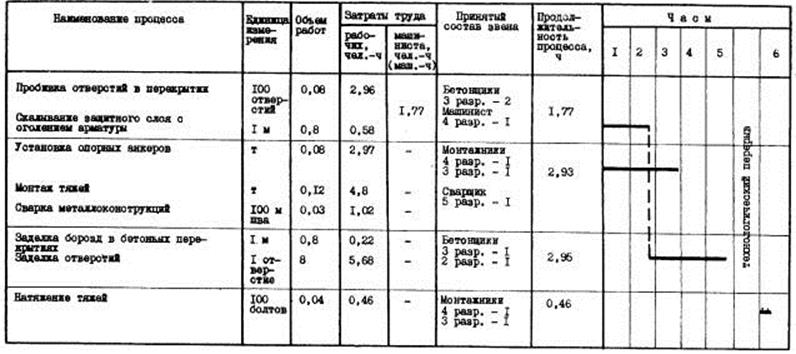
4. КАЛЬКУЛЯЦИЯ ЗАТРАТ ТРУДА И ЗАРАБОТНОЙ ПЛАТЫ НА ОДНО УСИЛЕНИЕ
Таблица 2
| Наименование процессов |
Номер фасета для пересчета показателей |
Единица измерения |
Объем работ |
Обоснование (ЕНиР и др. нормы) |
Норма времени |
Расценка, р.-к. |
Затраты труда |
Заработная плата, р.-к. |
Время пребывания машины на объекте, маш.-ч |
Заработная плата машиниста с учетом пребывания машины на объекте, р.-к. |
||||
|
рабочих, чел.-ч |
машиниста, чел.-ч (маш<-ч) |
рабочих |
машиниста |
рабочих, чел.-ч |
машиниста, чел.-ч (маш.-ч) |
рабочих |
машиниста |
|||||||
| Пробивка отверстий в перекрытии |
04 |
100 отверстий |
0,08 |
ЕНиР § E20-1-214 табл.1, п.5в |
37 |
— |
25-90 |
— |
2,96 |
1.48 |
2-07 |
1-37 |
1,48 |
I-I7 |
| Установка опорных анкеров |
01 |
т |
0,08 |
ЕНиР § E5-1-18 табл.1, п.1.2а |
37,1 |
— |
27-83 |
— |
2,97 |
— |
2-23 |
— |
— |
— |
| Пробивка борозд в бетонных потолках с оголением арматуры |
— |
1 м |
0,80 |
ЕНиР § E20-1-210 табл.1, п.5г |
0,72 |
— |
0-50,4 |
— |
0,58 |
0,29 |
0-40 |
0-23 |
0,29 |
0-23 |
| Сварка металлоконструкций |
03 |
100 м шва |
0,03 |
ЕНиР § B14-1-13 табл.3, п.2д |
34 |
— |
30-94 |
— |
1,02 |
— |
0-93 |
— |
— |
— |
| Монтаж тяжей |
|
т |
0,12 |
ЕНиР § 5-1-12 п.1г |
40 |
— |
29-80 |
— |
4,8 |
— |
3-57 |
— |
— |
— |
| Натяжение тяжей |
|
100 болтов |
0,04 |
ЕНиР § E5-1-19 |
11,5 |
— |
8-57 |
— |
0,46 |
— |
0-34 |
— |
— |
— |
| Заделка борозд в бетонных потолках |
— |
1 м |
0,8 |
ЕНиР § Е2 0-1-48 п.1 К = 1,2 |
0,276 |
— |
0-18,5 |
— |
0,22 |
— |
0-15 |
— |
— |
— |
| Заделка отверстий в местах пропуска тяжей |
— |
1 отверстие |
8 |
ЕНиР § E20-1-47 |
0,71 |
— |
0-47.6 |
— |
5,68 |
— |
3-81 |
— |
— |
— |
| Итого на одно усиление |
|
|
|
|
|
|
|
|
18,69 |
1,77 |
13-50 |
1-40 |
1,77 |
1-40 |
Примечание. Заработная плата машиниста компрессора подсчитана по часовой тарифной ставке 4 разр. исходя из фактических затрат труда.
Таблица 3
6. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ
6.1. Потребность в инструменте, инвентаре и приспособлениях приведена в табл.4
Таблица 4
|
Наименование |
Марка, техническая характеристика, ГОСТ, № чертежа |
Количество по вариантам |
Назначение |
|
Компрессор Отбойный молоток |
ПР-10М МО-6 |
1 2 |
Пробивка отверстий, срубка бетона |
|
Трансформатор сварочный |
ТС-500 |
1 |
Сварка металлоконструкций |
|
Вышка передвижная |
Р.Ч.3241.05.00С ЦНИИОМТП Госстроя СССР |
2 |
Средства подмащивания |
|
Комплект инструмента для производства работ по монтажу металлоконструкций |
По каталогам ВНИПИ труда в строительстве |
1 |
Производство работ |
6.2. Потребность в материалах и полуфабрикатах для выполнения работ приводится в табл.5
Таблица 5
|
Наименование материала, полуфабриката, конструкции (марка, ГОСТ) |
Вариант |
Исходные данные |
Потребность в материале |
||
|
(фасет -код) |
единица измерения |
объем работ в норматив, единицах |
принятая норма расхода материала |
||
|
Металлоконструкции. Сталь листовая горячекатаная по ГОСТ 19903-74 |
|
т |
0,2 |
1,037 |
0,207 |
|
Прокат стальной горячекатаный круглый ГОСТ 2590-88 |
|
|
|
|
|
|
Электроды Э-42 |
|
кг на 100 м шва |
0,03 |
70,2 |
2,1 |
|
Раствор цементный |
|
м3 |
0,08 |
1,02 |
0,082 |
При выполнении работ по усилению балок установкой предварительно напряженных тяжей необходимо строго соблюдать требования СНиП III-4-80 «Техника безопасности в строительстве».
При выполнении отдельных видов работ необходимо следовать указаниям типовых инструкций по охране труда для рабочих соответствующих строительных специальностей.
К работе со строительными механизмами, агрегатами и механизированным инструментом могут быть допущены лица, прошедшие специальное обучение и имеющие соответствующие удостоверения.
При работе с электроинструментом следует постоянно следить за исправностью защитных кожухов и заземления.
При производстве сварочных работ и работ по нагреву тяжей необходимо выполнять указания «Правил пожарной безопасности при производстве строительно-монтажных работ ППБ-05-86«.
Участок производства работ должен иметь сигнальное ограждение. Использование лестниц в качестве рабочих мест запрещается.
При работе в условиях действующего производства комплекс мероприятий по технике безопасности должен быть разработан совместно с администрацией данного предприятия и учитывать взаимовлияние действующего производства и строительно-монтажных работ. 8. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ
Нормативные затрата труда рабочих, чел.-ч ………………….. 18-69
Нормативные затраты машинного времени, маш.-ч ……….. 1,77
Заработная плата рабочих, р.-к……………………………………….. 13-50
Заработная плата механизаторов, р.-к……………………………… 1-40
Продолжительность выполнения работ, ч ………………………. 5,18
Выработка на одного рабочего в смену, т………………………… 0,086
Условные затраты на механизацию, р.-к. ………………………… 3-84
Сумма изменяемых затрат, р.-к. ……………………………………… 17-34
9. ФАСЕТНЫЙ КЛАССИФИКАТОР ФАКТОРОВ
ФАСЕТ 01
Установка опорных анкеров и подкладок
|
Наименование фактора |
Обоснование |
Код |
Значение фактора |
|
Масса конструкции, т, до: |
|
|
|
|
0,01 |
§ E5-1-18 |
1 |
По калькуляции |
|
0,016 |
То же |
2 |
Н.вр. и Расц. умножать на 0,636 |
|
0,02 |
-«- |
3 |
То же, на 0,485 |
|
0,025 |
-«- |
4 |
-«-, на 0,378 |
|
0,03 |
-«- |
5 |
-«-, на 0,33 |
|
0,04 |
-«- |
6 |
-«-, на 0,23 |
|
0,05 |
-«- |
7 |
-«-, на 0,178 |
ФАСЕТ 02
Установка тяжей
|
Наименование фактора |
Обоснование |
Код |
Значение фактора |
|
Масса одного тяжа, кг, до: |
|
|
|
|
20 |
§ E5-1-12 |
I |
По калькуляции |
|
15 |
То же |
2 |
Н.вр. и Расц. умножать на 1,15 |
|
10 |
-«- |
3 |
То же, на 1,425 |
|
5 |
-«- |
4 |
-«-, на 2,125 |
ФАСЕТ 03
Сварка металлоконструкций
|
Наименование фактора |
Обоснование |
Код |
Значение фактора |
|
Диаметр тяжа, мм, до: |
ВНиР § B14-1-13 |
|
|
|
36 |
I |
По калькуляции |
|
|
28 |
То же |
2 |
Н.вр. и Расц. умножать на 0,67 |
|
25 |
-«- |
3 |
То же, на 0,53 |
ФАСЕТ 04
Пробивка отверстий в перекрытии
|
Наименование фактора |
Обоснование |
Код |
Значение фактора |
|
При глубине пробивки, мм, до: |
|
|
|
|
100 |
§ E20-1-214 |
1 |
По калькуляции |
|
120 |
То же |
2 |
Н.вр. и Расц. умножать на 1,2 |
|
150 |
-«- |
3 |
То же, на 1,5 |
|
180 |
-«- |
4 |
-«-, на 1,8 |
|
200 |
-«- |
5 |
-«-, на 2,0 |
|
220 |
-«- |
6 |
-«-, на 2,2 |